using APPS
MANUFACTURING


Business Central expert
This is #7 of 8 articles about how to cover your entire business with BUSINESS CENTRAL
– without customer extensions
– only using APPS
Fulfill all your needs for managing MANUFACTURING in BUSINESS CENTRAL.
In this article, we explain what you should require, how you avoid customizations, and which APPS to use.
The Manufacturing-module in Business Central Premium is mainly used for discrete production and process production. These are the areas for which Business Central is a good match.
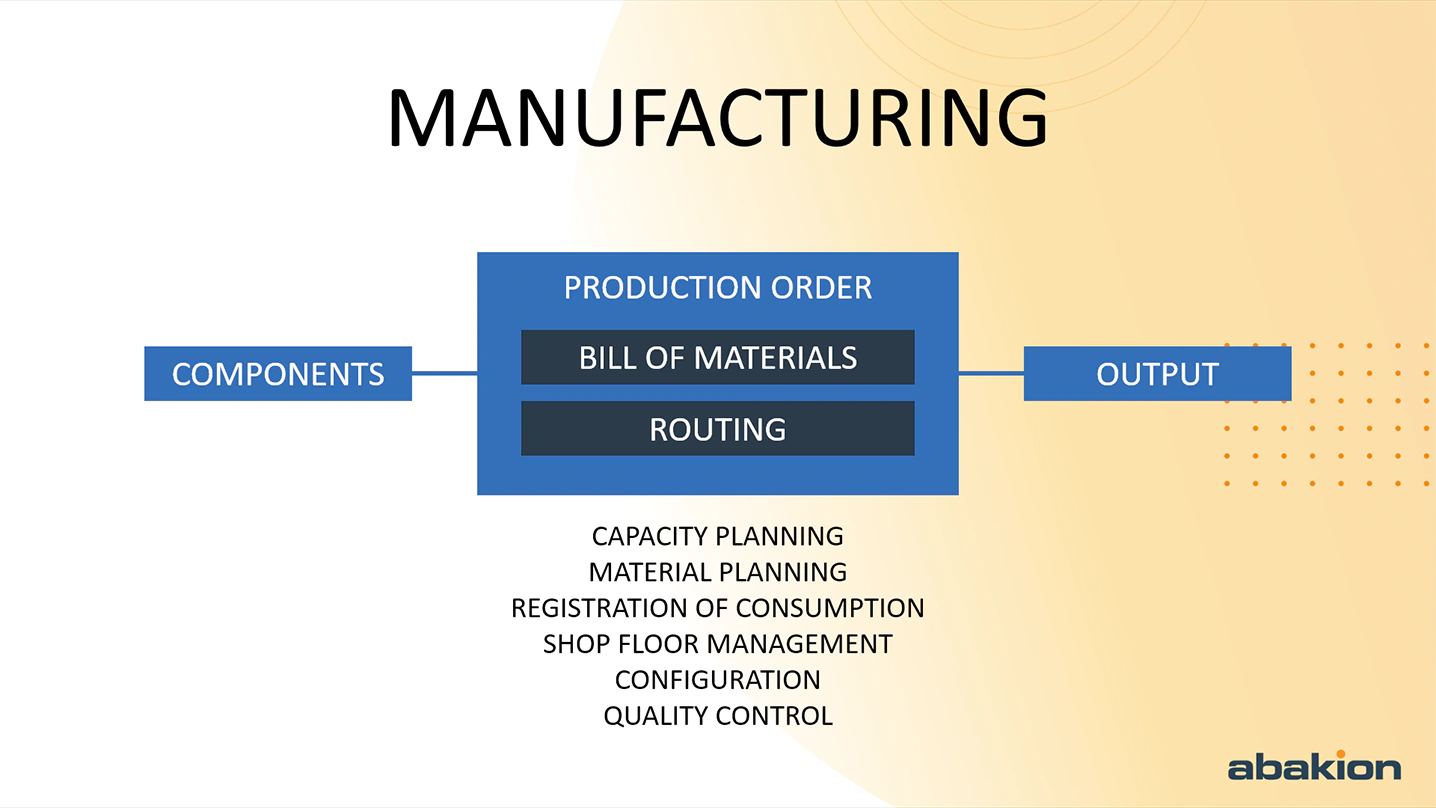
Manufacturing in Business Central enables you to consume components and output the manufactured value-added items. This value-added item is defined by a Bill-of-Material describing which components to use and a Routing, which with a series of operations, describes how to process the item.
Overview
Many operational decisions are made on the shop floor, and the production manager must have a single overview showing what needs to be done, the materials that must be available and when, in order to decide which operations to start or postpone.



Capacity Planning and Material Planning
We plan the capacity of the resources’ time, and we would like to do this on two levels: the rough planning, where we plan in the long term for whole weeks, and the fine planning, where we plan in the short term with Gantt charts in every detail.
Business Central is quite good at long term capacity planning, but for the fine planning we do need a Gantt tool, which usually is a stand-alone solution we must integrate Business Central to.
MRP planning must ensure that we have components in stock on time and that we have subordinate production orders finished on time. With MRP, we typically have a term of weeks or months.
» Material Requirements Planning (MRP)
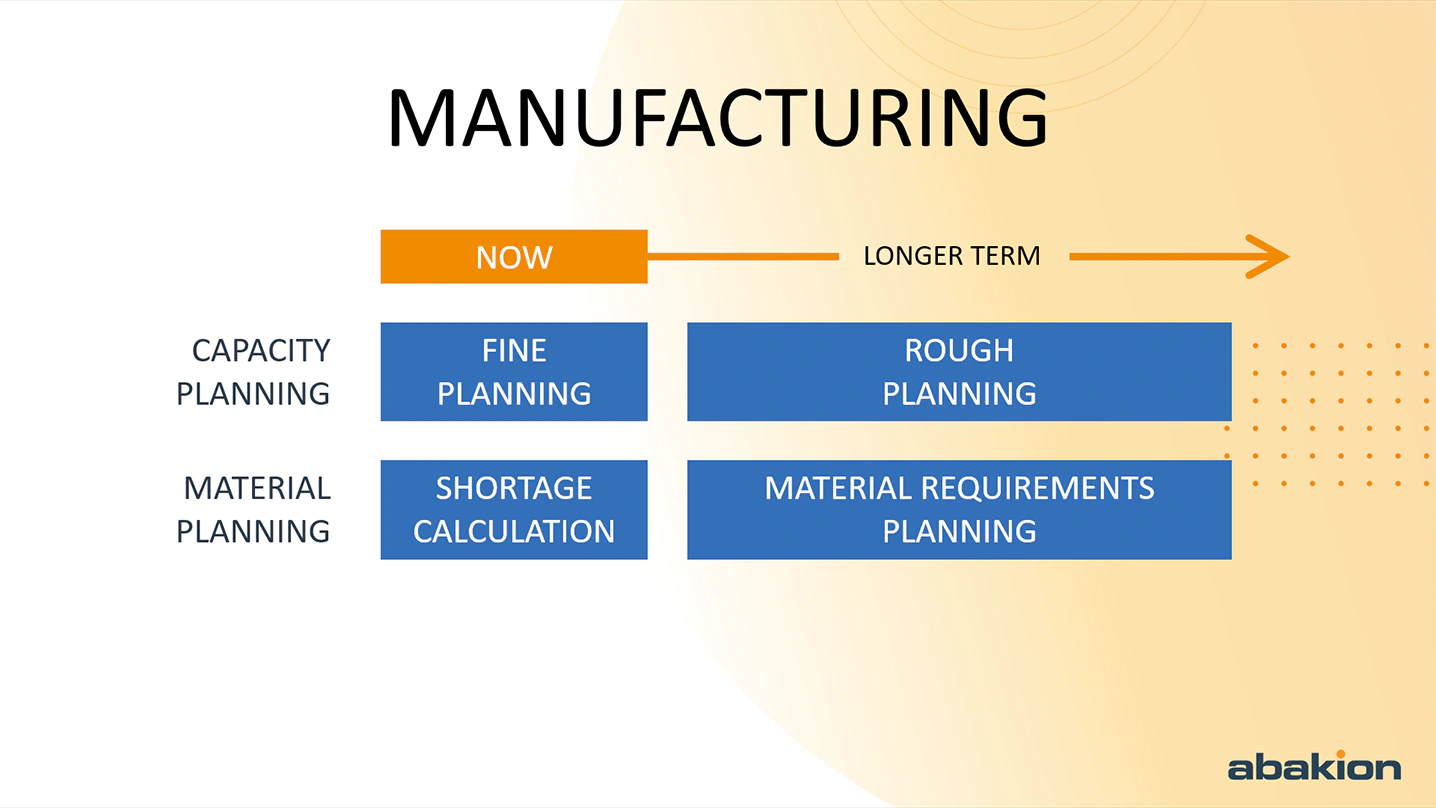
Shortage calculation has a shorter term. It’s a planning method to see whether we have sufficient components in stock for what we intend to produce, and whether we have sufficient capacity (machines and personnel) to perform the operations.
We do not want to initiate a production order and start mixing, processing, or assembling, suddenly to find that we are an item or a resource short in the last operation of the routing.
We also want to be able to see which orders can be initiated and 100% completed without creating shortages on other orders.

The production capacity often depends on bottlenecks in a few operations. This is why planning according to bottlenecks is important.
Anyone on the factory floor is well aware of where the bottlenecks are, and which capacities really determine what can be produced. But we want to understand and manage this in the ERP system.
We may have a machine that is used only occasionally and for short periods, and it’s not a bottleneck. But another machine runs 24/7, and it really does determine what quantities we are able to produce. This machine must not stand idle, because it is a bottleneck.
Shop Floor Management
We must be able to register material consumption, which in Business Central is about items included in the Bill-of-Materials.
We must also be able to register time consumption, which in Business Central is about machines and employees who are part of routings.
Shop Floor Management is really about two things:
- One is that we must be able to record consumption of materials and time in the production processes with a handheld scanner or a shared computer in production.
- The second is that we must have an overview of capacity load and operations, so we can do capacity planning in details, or zoom in on a work center to focus on an operational line level, to select an operation to initiate now.
» Shop Floor Management
Configuration
We would like to be able to configure special orders for customers who have specific requirements.
The proportion of the cost that materials represent is usually lower with configured items because a lot of processes are involved, which are different from production to production.
» Sales Configuration
Quality Control
Quality control is about evaluating and approving manufactured items, but it is also relevant for purchased components. Quality control is a checkpoint where an evaluation, a measurement or an approval must be carried out before the finished item can leave the production and be put away in inventory. Or before a purchased item can be used due to internal requirements for the quality.
It’s typically a test of properties, a visual inspection, or a measurement of e.g. weight, dimensions, surface properties or others, but it could also be about the manufacturing process, like an approval of a version of the bill of materials.
» Quality Control

SHOP FLOOR MANAGEMENT
With Shop Floor Management we must carry out all registrations electronically, right there in the production. Almost all the paper will be replaced with a scanner terminal or some other type of screen.
As we consume items or finish operations, we register this in the system, and it goes directly into the ERP system. Time is registered by pressing Start and Stop on operations, and item consumption is simply scanned.
Inventory management before Shop Floor
It is quite normal to give higher priority to optimizing inventory management than to optimizing the time registration and material consumption.
Inventory is often the biggest challenge. It is a problem if the necessary items are not in stock, while the purchasers must ensure that there are sufficient raw materials for planned productions. This creates a natural need for registration and planning.
Time – or rather, persuading people to register their time consumption – is one of the most difficult aspects of registration in production.
It is widely accepted that registering materials is important, because otherwise the inventory will not be accurate, whereas correct time registration is often considered less important, because we can respond better to a lack of time than to a lack of raw materials. Time is simply more abstract than items.
If we produce electronics, and a product requires four components, but only three are consumed on the production order, we can easily work out that something is missing. When it comes to time consumption, it is often harder to identify what is correct.
For that reason, we often see companies introducing material registration before they introduce time registration.
Often, though, time registration is what the finance and planning departments are asking for, to enable them to measure whether the routings are correctly set up – i.e. whether it is true that operation 10 on a particular item takes 142 seconds when we make 80 of them.
Production efficiency
We notice a growing demand for measurement of production efficiency – to achieve transparency as to the load on individual resources and where items or time are being wasted.
This provides insights that can support decisions on the equipment to buy or the processes to optimize.
Moreover, if you have a sales logic where the sale price and contribution margin are calculated on the basis of the cost price of the item, it is very important to understand how long it actually takes to produce the item.
However, that level of understanding depends on a Shop Floor solution that can collect the data at a high level of detail. We must solve two challenges:
1. Accessibility
If we are going to introduce a Shop Floor solution, the most critical issue is that it must be easy for the individual user to access and use.
In the warehouse, it is very easy. There are not so many workers in the warehouse, and they all carry hand terminals or have truck terminals on their forklifts.
In production, though, very few have their own terminals. Staff must go to a screen in order to carry out a registration. If they need to leave their machines to press a screen each time they start or stop a process, the solution is already a constraint and an irritation.
Accessibility is the biggest challenge of Shop Floor Management.
2. Easy registration
The next challenge is the number of registrations. The solution must be easy to use. We must have barcodes that register many things at once.
The operator merely scans a single barcode on his job sheet, and the system registers which operation is being initiated, which production order it relates to, and so on – all at the same time.
The production time is started automatically, too. When the same barcode is scanned again, the system can easily guess that, this time, the operation is to be stopped, and then it can automatically calculate the time used.
Consume all
These two challenges: “accessibility” and “easy registration”, are about making life easy for production workers so that they save time.
There are many good ways of making processes easier, and one of them is called ‘Consume All’.
Let’s say, we are in the process industry, and we are going to start making pâté. To begin with, we pour a lot of ingredients into a big food mixer, and at the other end we put the mixture into forms to be baked in an oven.
At the mixer, we pour the ingredients into the machine successively. We are constantly going to fetch another bag of flour or pack of lard and adding them one after the other.
We are using fixed quantities, but in principle we should register the item consumption each time we fetch an item.
If something like flour is kept in a big container, and we are adding a certain number of scoopfuls, the quantity is less precise than if we are adding whole packs or bags. It can also be difficult to determine how much is left in the bucket.
The smart solution is this: in the warehouse solution, we pick an item by moving it to a bin that matches the production order. For each production order, we have a particular bin that is physically near the production machine and that only contains items for that one order.
Now, the operator can consume the item for the production order without registering as he goes along.
When the process is finished, we get the warehouse workers to return the remaining stock of the item. It is much easier to count or measure the leftovers.
The warehouse staff scan the remainder of the item and move it out of the production order’s bin, and the difference is registered as item consumption on the production order – quite simply by consuming everything that “remains” in the production bin after the warehouse staff have removed the leftovers.
Shared terminals
In some cases, we want to set up a shared terminal instead of giving all employees hand-held terminals. A shared terminal is cheapest, but it must not waste workers’ time or annoy them.
If there are not all that many registrations to carry out, and if we introduce something like the “Consume All” method, then we certainly can use a shared terminal and thus let warehouse staff carry out material registrations.
The warehouseman needs to have his own terminal and to be permanently logged in with his own ID, because he is going round the warehouse and scanning things all the time.
So, the warehouseman places the items in the production bin using his own terminal, and the production worker need only go to the shared terminal to start and stop the process time. The warehouseman registers the item consumption when he collects the leftovers.
Shop Floor in ERP
Out-of-the-box, Business Central is not good at Shop Floor Management. For this reason, there exist many separate solutions that are optimized for simplifying registrations in production, but that require integration with the ERP system.
We prefer a solution that works inside Business Central. And we would like to utilize that Business Central can run directly on mobile phones etc., which means that we can use a phone to carry out registrations and also barcode scanning. And our registrations go straight to Business Central, so no data synchronization is involved.
The cost of buying everyone a mobile device is not actually so bad when we compare it with what we would pay for Shop Floor equipment otherwise. Good hand-held terminals can easily cost twice as much, and we avoid having to set up access points.
We can also use the mobile phone to gain independence from our production environment. For example, the service technician driving round town can use it to pick items while in his service van, or to register replenishment of his own van from stock. It will all be posted at the same time as the registrations, so everyone can see in the ERP system exactly what is in each van.
When the service technician is out at the customer’s, he can register his time and item consumption on his mobile, and he can create sales and service orders, and all this will take place directly in ERP.
If the customer buys extra parts from him, he enters it on a sales order and can see whether the item is in stock. This is a terrific way of enhancing customer service, and there is a lot more to it than just time registration in production.

QUALITY CONTROL
Quality control is not a particularly well-supported area of functionality in an ERP system like Business Central.
With quality control, the challenge is to find a solution that is sufficiently flexible and doesn’t lock users in too much. Flexibility is the criterion to judge quality control solutions by.
Registration requirements
Quality control is essentially about having checkpoints in our supply chain where an evaluation, a measurement or an approval must be carried out before an item can go further in the process or before a particular process can continue.
It can thus involve different types of measurement or approval in which predefined requirements must be met.
1. It may be about, for example, weight, as described in the section about Quality Control
2. It may be a visual inspection of the item
3. It may also be a test in which a worker carries out functional checks on the properties of the item
4. It need not involve products but may also mean something like approval of a version of a bill of material before it enters service
Quality control is not only relevant to pharmaceuticals and electronics. It is relevant to all sectors – and not just in production, but throughout the supply chain. If we buy iron, nowadays it must have a quality certificate stating the properties of that particular piece of iron, how it has been measured and weighed, and so on.
Companies also diligently test items arriving from vendors as regards shipping time, appearance on arrival, any damage to the package, and properties that must be measured and evaluated before the item is put away in inventory.
Hard restrictions
The problem typically encountered with quality control in ERP is what form of blocking it should impose on an item.
If a product fails a test, it may need to be rejected, so the ERP system should perhaps block further consumption of the item until the test is passed.
Unfortunately, many companies opt to do this type of blocking by moving the item to another location. This is not a good method, however. It makes planning difficult, because now the system will just reorder the item back to the primary location, and we will end up with too many in stock.
We need a quality control solution that can block an item but that lets us specify what it is blocked from.
With that in place, we can certainly post an item for consumption, for example we can also decide that the item is to be entry controlled, so a sample will be sent to the quality department, but that it is OK to start consuming the item for our production order – we just mustn’t sell the item before a passed inspection releases it.
In many cases, work needs to continue even though there is a risk of the item being rejected, and we need this sort of flexibility in a quality control system. Checks must not halt production unnecessarily.
Of course, this model is most relevant where it is rare for items to be rejected and where it is feasible to stop the finished items affected by a failed quality test. If quality control is largely a formality – or a question of documentation – then flexibility is very important.
It must of course also be possible to enforce ‘hard’ restrictions, so that the item is quarantined and must not be picked at all until it has passed quality control.
If there is a major risk of raw materials failing the test, or if stopping finished items is expensive, or if failed raw materials will pollute the production facilities, then ‘hard’ restrictions become relevant.
